






Wc67K-63t1600 ເບກໂລຫະແຜ່ນອຸດສາຫະກຳຂະໜາດໃຫຍ່ສຳລັບຂາຍ

1. ບລັອກເລື່ອນຮັບຮອງເອົາກົນໄກການປະສານສຽງຂອງເພົາບິດ, ແລະສອງສົ້ນຂອງເພົາບິດໄດ້ຖືກຕິດຕັ້ງດ້ວຍແບຣິ່ງກາງຮູບຊົງເທບທີ່ມີຄວາມແມ່ນຍໍາສູງ (ປະເພດ K), ແລະສົ້ນຊ້າຍມີກົນໄກການປັບແບບ eccentric, ເຮັດໃຫ້ການປັບແບບ synchronous ຂອງບລັອກເລື່ອນສະດວກ ແລະ ໜ້າເຊື່ອຖື.
2. ການນໍາໃຊ້ກົນໄກການຊົດເຊີຍການບິດເບືອນຂອງແມ່ພິມດ້ານເທິງ, ໂດຍຜ່ານການປັບສາມາດເຮັດໃຫ້ປາກແມ່ພິມດ້ານເທິງຕາມຄວາມຍາວເຕັມຂອງເຄື່ອງຈັກເພື່ອໃຫ້ໄດ້ເສັ້ນໂຄ້ງສະເພາະ, ເພື່ອຊົດເຊີຍຕາຕະລາງການໂຫຼດກົນຈັກແລະສະໄລ້ທີ່ຜະລິດໂດຍການບິດເບືອນ, ປັບປຸງຄວາມຖືກຕ້ອງຂອງການບິດເບືອນຂອງຊິ້ນວຽກ.
3. ໃນການປັບມຸມ, ຕົວຫຼຸດເກຍໜອນຈະຂັບເຄື່ອນການສ້າງການເຄື່ອນໄຫວຂອງບລັອກກົນຈັກໃນກະບອກສູບ, ແລະຄ່າຂອງຕຳແໜ່ງກະບອກສູບຈະຖືກສະແດງໂດຍຕົວນັບການເດີນທາງ.
4. ກົນໄກການປັບດ້ານເທິງ ແລະ ດ້ານລຸ່ມຖືກຈັດລຽງຢູ່ບ່ອນຄົງທີ່ຂອງໂຕະເຮັດວຽກ ແລະ ແຜງຝາ, ເຊິ່ງເຮັດໃຫ້ການປັບສະດວກ ແລະ ໜ້າເຊື່ອຖືເມື່ອມຸມງໍແຕກຕ່າງກັນເລັກນ້ອຍ.
5. ດ້ານຂວາຂອງຖັນມີວາວຄວບຄຸມຄວາມດັນຈາກໄລຍະໄກ, ດັ່ງນັ້ນຂະໜາດຂອງການປັບຄວາມດັນຂອງລະບົບຈຶ່ງສະດວກ ແລະ ໜ້າເຊື່ອຖື.
| ບໍ່. | ຊື່ | ພາລາມິເຕີ | ໜ່ວຍ | |
| 1 | ຄວາມດັນທີ່ລະບຸ | 630 | KN | |
| 2 | ຄວາມຍາວຂອງໂຕະ | 1600 | mm | |
| 3 | ໄລຍະຫ່າງລະຫວ່າງທີ່ຢູ່ອາໄສ | 1280 | mm | |
| 4 | ຄວາມເລິກຂອງຄໍ | 250 | mm | |
| 5 | ຈັງຫວະ Ram | 100 | mm | |
| 6 | ເປີດສູງສຸດຄວາມສູງ | 320 | mm | |
| 7 | ໂດຍລວມ ຂະໜາດ | L | 1960 ມມ | mm |
| W | 1750 ມມ | mm | ||
| H | 2230 ມມ | mm | ||
| 8 | ພະລັງງານມໍເຕີຫຼັກ | 5.5 | Kw | |
| 9 | ນ້ຳໜັກເຄື່ອງ | 3 | ໂຕນ | |
| 10 | ເວລາເດີນທາງ | 12 | ເທື່ອ/ນາທີ | |
| 11 | ແຮງດັນ | 220/380/420/660 | V | |
![]()
| ຮຸ່ນ | ນ້ຳໜັກ (t) | ເສັ້ນຜ່າສູນກາງກະບອກສູບ (ມມ) | ລວງເສັ້ນ (ມມ) | ແຜ່ນຝາ (ມມ) | ຕົວເລື່ອນ (ມມ) | ເບນຊ໌ຍົກ (ມມ) |
| WC67K-30T1600 | 1.4 | 95 | 80 | 18 | 20 | 20 |
| WC67K-40T2200 | 2.1 | 110 | 100 | 25 | 30 | 25 |
| WC67K-40T2500 | 2.3 | 110 | 100 | 25 | 30 | 25 |
| WC67K-63T2500 | 3.6 | 140 | 120 | 30 | 35 | 35 |
| WC67K-63T3200 | 4 | 140 | 120 | 30 | 35 | 40 |
| WC67K-80T2500 | 4 | 160 | 120 | 35 | 40 | 40 |
| WC67K-80T3200 | 5 | 160 | 120 | 35 | 40 | 40 |
| WC67K-80T4000 | 6 | 160 | 120 | 35 | 40 | 45 |
| WC67K-100T2500 | 5 | 180 | 140 | 40 | 50 | 50 |
| WC67K-100T3200 | 6 | 180 | 140 | 40 | 50 | 50 |
| WC67K-100T4000 | 7.8 | 180 | 140 | 40 | 50 | 60 |
| WC67K-125T3200 | 7 | 190 | 140 | 45 | 50 | 50 |
| WC67K-125T4000 | 8 | 190 | 140 | 45 | 50 | 60 |
| WC67K-160T3200 | 8 | 210 | 190 | 50 | 60 | 60 |
| WC67K-160T4000 | 9 | 210 | 190 | 50 | 60 | 60 |
| WC67K-200T3200 | 11 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T4000 | 13 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T5000 | 15 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T6000 | 17 | 240 | 190 | 70 | 80 | 80 |
| WC67K-250T4000 | 14 | 280 | 250 | 70 | 70 | 70 |
| WC67K-250T5000 | 16 | 280 | 250 | 70 | 70 | 70 |
| WC67K-250T6000 | 19 | 280 | 250 | 70 | 70 | 80 |
| WC67K-300T4000 | 15 | 300 | 250 | 70 | 80 | 90 |
| WC67K-300T5000 | 17.5 | 300 | 250 | 70 | 80 | 90 |
| WC67K-300T6000 | 25 | 300 | 250 | 80 | 90 | 90 |
| WC67K-400T4000 | 21 | 350 | 250 | 80 | 90 | 90 |
| WC67K-400T6000 | 31 | 350 | 250 | 90 | 100 | 100 |
| WC67K-500T4000 | 26 | 380 | 300 | |||
| WC67K-500T6000 | 40 | 380 | 300 |
![]()
![]()
![]()
![]()
ລາຍລະອຽດຜະລິດຕະພັນ

ລະບົບຄວບຄຸມ: Estun E21
1 ງ່າຍຕໍ່ການໃຊ້ງານ: ລະບົບນີ້ມີການຂຽນໂປຣແກຣມຫຼາຍຂັ້ນຕອນ, ສາມາດປ່ຽນແປງໄດ້ທຸກເວລາທີ່ມີຂະໜາດແຕກຕ່າງກັນ.
2 ຟັງຊັນຄູ່ມື: ການແກ້ໄຂຂໍ້ຜິດພາດ ແລະ ການຕິດຕັ້ງທີ່ສະດວກ, ດ້ວຍໂໝດຄູ່ມືເພື່ອປັບຂະໜາດທີ່ຕ້ອງການ.
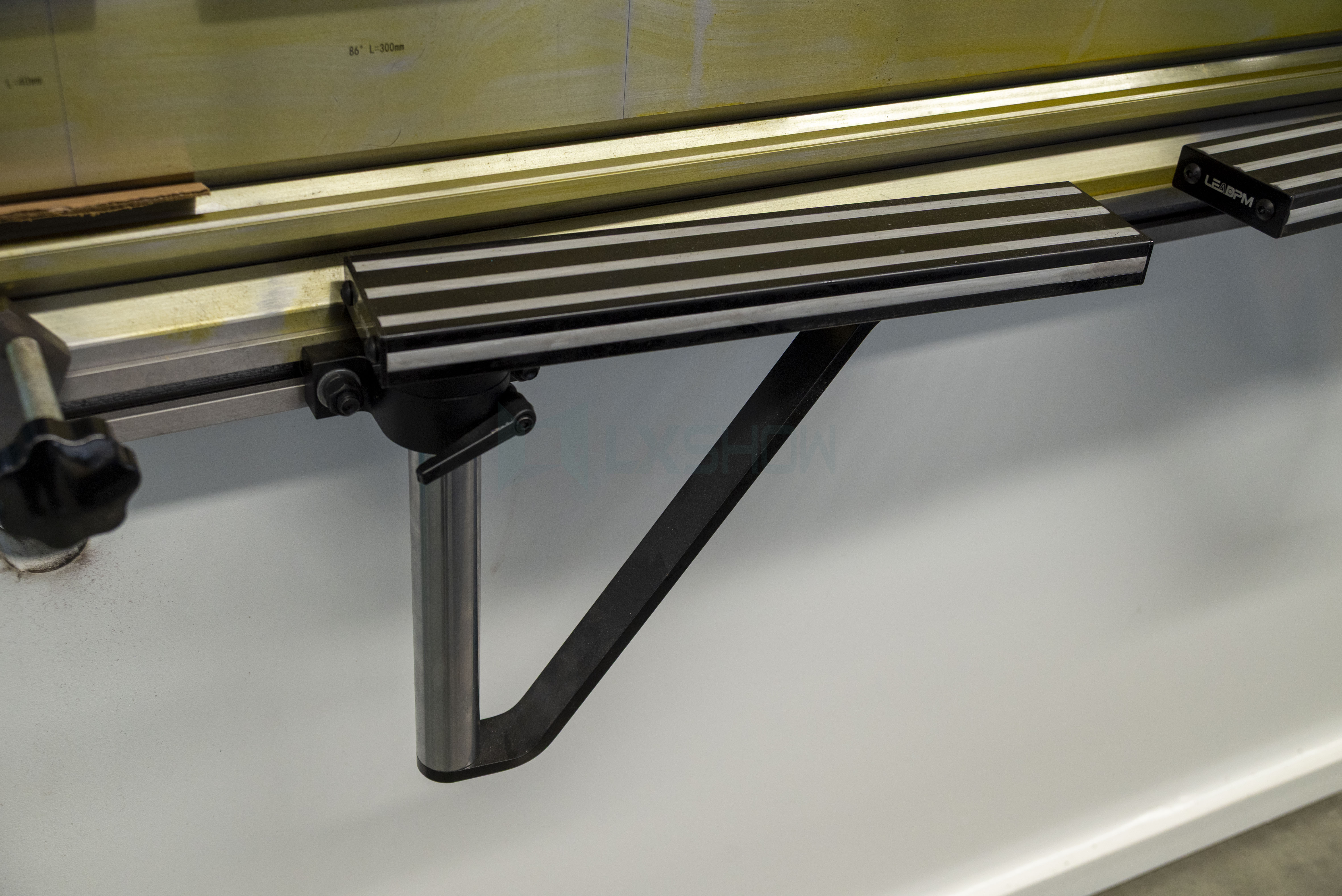
ຂາຕັ້ງດ້ານໜ້າ
ວາງໄວ້ຂ້າງໂຕະ, ຍຶດດ້ວຍສະກູ. ມັນສາມາດໃຊ້ເປັນຕົວຮອງຮັບເມື່ອງໍແຜ່ນກວ້າງ ແລະ ຍາວ.

ສິ່ງກີດຂວາງດ້ານຫຼັງ
ກົນໄກການອຸດຕັນດ້ານຫຼັງພ້ອມດ້ວຍແກນນຳແບບຕົວ T ແມ່ນຂັບເຄື່ອນດ້ວຍມໍເຕີ. ການຢຸດຕຳແໜ່ງໝາຍເຖິງລຳແສງໂລຫະປະສົມອາລູມີນຽມທີ່ສາມາດເຄື່ອນຍ້າຍໄປມາ ແລະ ງໍຊິ້ນວຽກໄດ້ງ່າຍຕາມຄວາມຕ້ອງການ.

ເຄື່ອງຈັກໄຟຟ້າ
ຄຸນນະພາບສູງ, ນະວັດຕະກໍາ, ປະສິດທິພາບ

ສະວິດຕີນ
ຄວບຄຸມການເລີ່ມຕົ້ນ ແລະ ການຢຸດຂອງເຄື່ອງງໍເພື່ອໃຫ້ໄດ້ການຄວບຄຸມຂະບວນການງໍທີ່ຊັດເຈນ

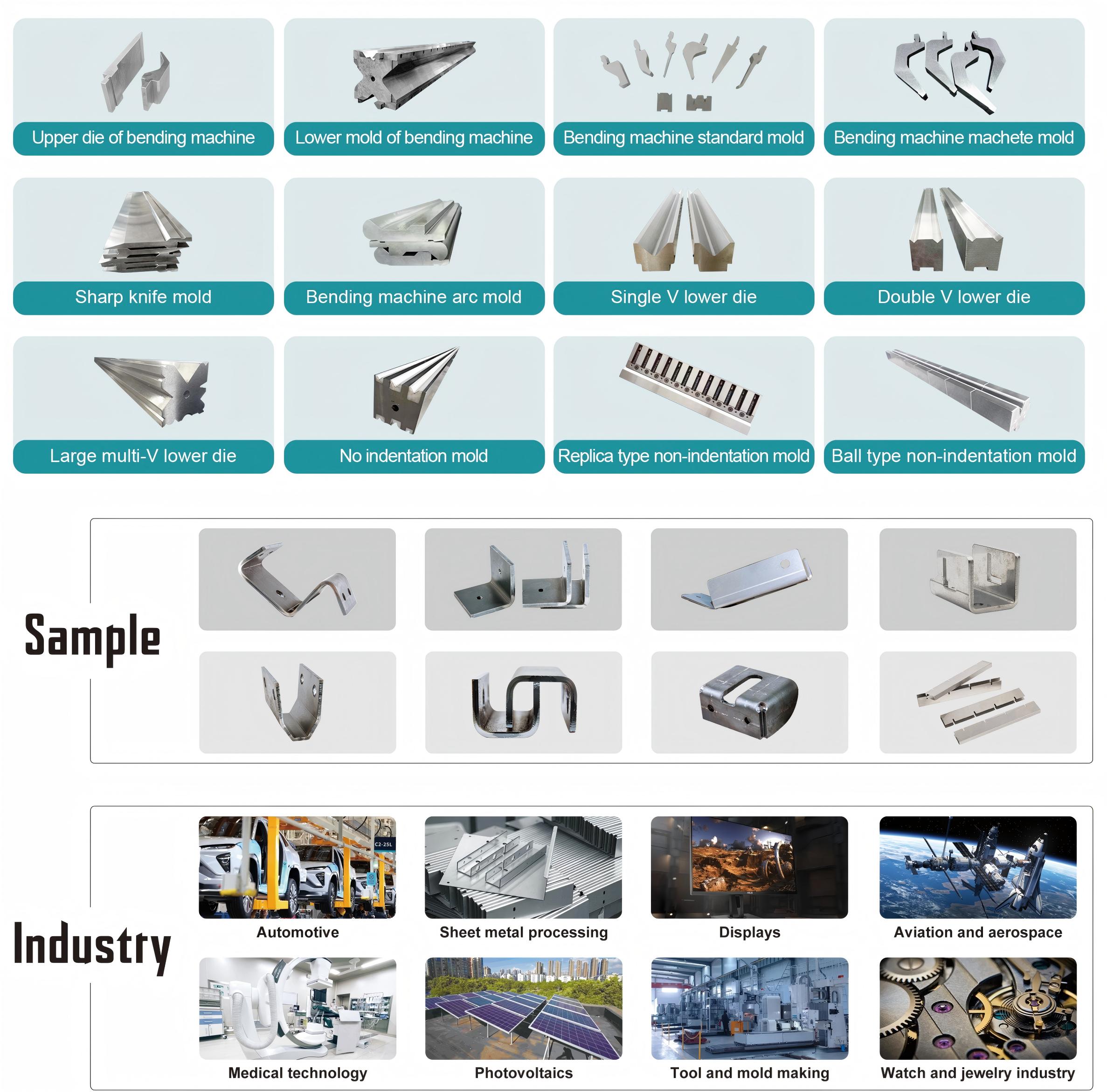
ຕົວຢ່າງງານວາງສະແດງ ແລະ ອຸດສາຫະກຳ
ການຫຸ້ມຫໍ່

ໂຮງງານ

ການບໍລິການຂອງພວກເຮົາ
ການຢ້ຽມຢາມຂອງລູກຄ້າ

ກິດຈະກຳອອບໄລນ໌

ຄຳຖາມທີ່ຖືກຖາມເລື້ອຍໆ
ຖາມ: ທ່ານມີເອກະສານ CE ແລະເອກະສານອື່ນໆສຳລັບການເກັບກູ້ພາສີບໍ?
ກ: ແມ່ນແລ້ວ, ພວກເຮົາມີ CE, ໃຫ້ບໍລິການແບບດຽວແກ່ທ່ານ.
ໃນຕອນທຳອິດພວກເຮົາຈະສະແດງໃຫ້ທ່ານເຫັນ ແລະ ຫຼັງຈາກການຂົນສົ່ງພວກເຮົາຈະໃຫ້ໃບຢັ້ງຢືນ CE/ບັນຊີລາຍຊື່ການຫຸ້ມຫໍ່/ໃບແຈ້ງໜີ້ການຄ້າ/ສັນຍາການຂາຍສຳລັບການເກັບກູ້ພາສີ.
ກ: ທ່ານສາມາດບອກຂ້ອຍໄດ້ບໍ່ວ່າວັດສະດຸຂອງເຈົ້າແມ່ນຫຍັງ: cs ຫຼື ss ແລະ ຄວາມໜາຂອງມັນ? ແລະ ຄວາມກວ້າງຂອງການງໍທີ່ໃຫຍ່ທີ່ສຸດ? ຫຼັງຈາກນັ້ນ, ຂ້ອຍຈະຢືນຢັນຮູບແບບເຄື່ອງສຳລັບເຈົ້າ.











