









ຫົວສີດປ້ອນຜົງ
1. ຫົວສີດຜົງແບບ coaxial ສາມທາງ/ສີ່ທາງ: ຜົງຖືກສົ່ງອອກໂດຍກົງຈາກສາມທາງ/ສີ່ທາງ, ມາບລວມກັນຢູ່ຈຸດໜຶ່ງ, ຈຸດມາບລວມກັນມີຂະໜາດນ້ອຍ, ທິດທາງຂອງຜົງໄດ້ຮັບຜົນກະທົບຈາກແຮງໂນ້ມຖ່ວງໜ້ອຍລົງ, ແລະ ທິດທາງດີ, ເໝາະສຳລັບການຟື້ນຟູດ້ວຍເລເຊີສາມມິຕິ ແລະ ການພິມ 3D.
2. ຫົວສີດປ້ອນຜົງແບບວົງແຫວນແບບຄູ່: ຜົງຖືກປ້ອນເຂົ້າໂດຍສາມຫຼືສີ່ຊ່ອງທາງ, ແລະຫຼັງຈາກການປະຕິບັດການເຮັດໃຫ້ເປັນເອກະພາບພາຍໃນ, ຜົງຈະຖືກສົ່ງອອກເປັນວົງແຫວນແລະລວມເຂົ້າກັນ. ຈຸດລວມເຂົ້າກັນມີຂະໜາດໃຫຍ່ພໍສົມຄວນ, ແຕ່ເປັນເອກະພາບຫຼາຍກວ່າ, ແລະເໝາະສົມກັບການລະລາຍເລເຊີທີ່ມີຈຸດໃຫຍ່. ມັນເໝາະສົມສຳລັບການເຄືອບເລເຊີທີ່ມີມຸມອຽງພາຍໃນ 30°.
3. ຫົວສີດປ້ອນຜົງຂ້າງ: ໂຄງສ້າງງ່າຍດາຍ, ລາຄາຖືກ, ຕິດຕັ້ງ ແລະ ປັບໄດ້ສະດວກ; ໄລຍະຫ່າງລະຫວ່າງຮູສຽບຜົງແມ່ນໄກ, ແລະ ການຄວບຄຸມຂອງຜົງ ແລະ ແສງແມ່ນດີກວ່າ. ຢ່າງໃດກໍຕາມ, ລຳແສງເລເຊີ ແລະ ການປ້ອນຜົງແມ່ນບໍ່ສະເໝີພາບ, ແລະ ທິດທາງການສະແກນມີຈຳກັດ, ສະນັ້ນມັນບໍ່ສາມາດສ້າງຊັ້ນເຄືອບທີ່ເປັນເອກະພາບໃນທິດທາງໃດກໍໄດ້, ສະນັ້ນມັນຈຶ່ງບໍ່ເໝາະສົມສຳລັບການເຄືອບ 3D.
4. ຫົວປ້ອນຜົງຮູບຊົງແຖບ: ປ້ອນຜົງເຂົ້າທັງສອງດ້ານ, ຫຼັງຈາກການປະສົມຜົງເຂົ້າກັນເປັນເອກະພາບໂດຍໂມດູນຜົນຜະລິດຜົງ, ຜົນຜະລິດຜົງຮູບຊົງແຖບ, ແລະລວມກັນຢູ່ບ່ອນດຽວເພື່ອສ້າງຈຸດຜົງຮູບຊົງແຖບຂະໜາດ 16 ມມ * 3 ມມ (ສາມາດປັບແຕ່ງໄດ້), ແລະການປະສົມປະສານຂອງຈຸດຮູບຊົງແຖບທີ່ສອດຄ້ອງກັນສາມາດເຮັດໃຫ້ການສ້ອມແປງພື້ນຜິວເລເຊີຂະໜາດໃຫຍ່ ແລະ ປັບປຸງປະສິດທິພາບໄດ້ຢ່າງຫຼວງຫຼາຍ.
ເຄື່ອງປ້ອນຜົງ
ຕົວກໍານົດການຫຼັກຂອງເຄື່ອງປ້ອນຜົງຖັງຄູ່
ຮຸ່ນເຄື່ອງປ້ອນຜົງ: EMP-PF-2-1
ຖັງປ້ອນຜົງ: ການປ້ອນຜົງສອງກະບອກ, PLC ສາມາດຄວບຄຸມໄດ້
ຮູບແບບການຄວບຄຸມ: ສະຫຼັບໄວລະຫວ່າງການ debugging ແລະຮູບແບບການຜະລິດ
ຂະໜາດ: 600x500x1450 (ຍາວ, ກວ້າງ ແລະ ສູງ)
ແຮງດັນ: 220VAC, 50HZ;
ພະລັງງານ: ≤1kw
ຂະໜາດອະນຸພາກຜົງທີ່ສາມາດສົ່ງໄດ້: 20-200μm
ຄວາມໄວຂອງແຜ່ນປ້ອນຜົງ: 0-20 rpm ການຄວບຄຸມຄວາມໄວແບບບໍ່ມີຂັ້ນຕອນ;
ຄວາມຖືກຕ້ອງຂອງການເຮັດຊ້ຳການໃຫ້ອາຫານຜົງ: <± 2%;
ແຫຼ່ງອາຍແກັສທີ່ຕ້ອງການ: ໄນໂຕຣເຈນ/ອາກອນ
ອື່ນໆ: ການໂຕ້ຕອບການດໍາເນີນງານສາມາດປັບແຕ່ງໄດ້ຕາມຄວາມຕ້ອງການ


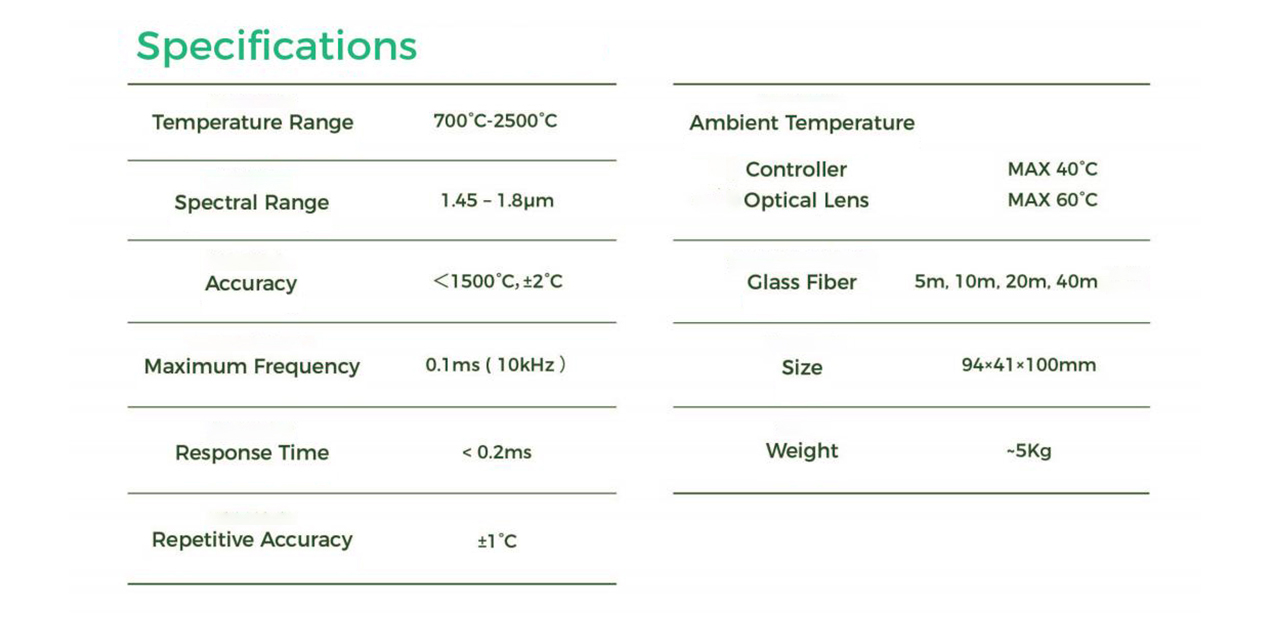
ເຄື່ອງວັດແສງເລເຊີ
ການຄວບຄຸມອຸນຫະພູມແບບວົງຈອນປິດ, ເຊັ່ນ: ການດັບດ້ວຍເລເຊີ, ການຫຸ້ມຫໍ່ ແລະ ການປະບັດໜ້າດິນ, ສາມາດຮັກສາອຸນຫະພູມແຂງຂອງຂອບ, ຮູ ຫຼື ຮູໄດ້ຢ່າງຖືກຕ້ອງ.
ຊ່ວງອຸນຫະພູມທົດສອບແມ່ນຕັ້ງແຕ່ 700 ℃ ຫາ 2500 ℃.
ການຄວບຄຸມວົງຈອນປິດ, ສູງເຖິງ 10kHz.
ຊຸດຊອບແວທີ່ມີປະສິດທິພາບສຳລັບ
ການຕັ້ງຄ່າຂະບວນການ, ການເບິ່ງເຫັນ, ແລະ
ການເກັບຮັກສາຂໍ້ມູນ.
ຂົ້ວຕໍ່/ສົ່ງອອກສິນຄ້າອຸດສາຫະກຳທີ່ມີກະແສໄຟຟ້າດິຈິຕອນ 24V ແລະ ອະນາລັອກ 0-10V ສຳລັບສາຍອັດຕະໂນມັດ
ການເຊື່ອມໂຍງ ແລະ ການເຊື່ອມຕໍ່ເລເຊີ.
ຂໍ້ໄດ້ປຽບຂອງການເຄືອບດ້ວຍເລເຊີ


ຄໍາຮ້ອງສະຫມັກເລເຊີເຄືອບ
●ໃນອຸດສາຫະກໍາລົດຍົນ, ເຊັ່ນ: ວາວເຄື່ອງຈັກ, ຮ່ອງກະບອກສູບ, ເກຍ, ບ່ອນນັ່ງວາວໄອເສຍ ແລະ ຊິ້ນສ່ວນບາງຢ່າງທີ່ຕ້ອງການຄວາມຕ້ານທານການສວມໃສ່ສູງ, ຄວາມຕ້ານທານຄວາມຮ້ອນ ແລະ ຄວາມຕ້ານທານການກັດກ່ອນ;
●ໃນອຸດສາຫະກໍາການບິນອະວະກາດ, ຜົງໂລຫະປະສົມບາງຊະນິດຖືກຫຸ້ມໄວ້ເທິງໜ້າຜິວຂອງໂລຫະປະສົມໄທທານຽມເພື່ອແກ້ໄຂບັນຫາຂອງໂລຫະປະສົມໄທທານຽມ. ຂໍ້ເສຍຂອງຄ່າສໍາປະສິດແຮງສຽດທານສູງ ແລະ ຄວາມຕ້ານທານການສວມໃສ່ບໍ່ດີ;
●ຫຼັງຈາກພື້ນຜິວຂອງແມ່ພິມໃນອຸດສາຫະກໍາແມ່ພິມໄດ້ຮັບການປິ່ນປົວດ້ວຍເລເຊີ, ຄວາມແຂງຂອງພື້ນຜິວ, ຄວາມຕ້ານທານການສວມໃສ່, ແລະ ຄວາມຕ້ານທານອຸນຫະພູມສູງຂອງມັນຈະດີຂຶ້ນຢ່າງຫຼວງຫຼາຍ;
●ການນຳໃຊ້ເລເຊີຫຸ້ມມ້ວນໃນອຸດສາຫະກຳເຫຼັກກ້າໄດ້ກາຍເປັນເລື່ອງທຳມະດາຫຼາຍ.
ພາລາມິເຕີ
ຫຼັກການເຮັດວຽກຂອງເລເຊີເຄືອບ
ໂດຍການເພີ່ມວັດສະດຸຫຸ້ມຊັ້ນເທິງໜ້າດິນຂອງຊັ້ນຮອງພື້ນ ແລະ ການໃຊ້ລຳແສງເລເຊີທີ່ມີຄວາມໜາແໜ້ນຂອງພະລັງງານສູງເພື່ອລວມມັນເຂົ້າກັບຊັ້ນບາງໆເທິງໜ້າດິນຂອງຊັ້ນຮອງພື້ນ, ຊັ້ນຫຸ້ມຊັ້ນທີ່ຜູກມັດດ້ວຍໂລຫະຈະຖືກສ້າງຂຶ້ນເທິງໜ້າດິນຂອງຊັ້ນຮອງພື້ນ.
ພວກເຮົາຈຳເປັນຕ້ອງຮູ້
ຖ້າທ່ານຕ້ອງການຮູ້ວ່າການເຄືອບດ້ວຍເລເຊີເໝາະສົມກັບທ່ານຫຼືບໍ່, ທ່ານຈຳເປັນຕ້ອງບອກຈຸດຕໍ່ໄປນີ້:
1. ຜະລິດຕະພັນຂອງທ່ານເປັນວັດສະດຸຫຍັງ; ວັດສະດຸໃດທີ່ຕ້ອງການການຫຸ້ມ;
2. ຮູບຮ່າງ ແລະ ຂະໜາດຂອງຜະລິດຕະພັນ, ມັນດີທີ່ສຸດທີ່ຈະສະໜອງຮູບພາບ;
3. ຄວາມຕ້ອງການການປະມວນຜົນສະເພາະຂອງທ່ານ: ຕຳແໜ່ງການປະມວນຜົນ, ຄວາມກວ້າງ, ຄວາມໜາ, ແລະ ປະສິດທິພາບຂອງຜະລິດຕະພັນຫຼັງຈາກການປະມວນຜົນ;
4. ຕ້ອງການປະສິດທິພາບໃນການປະມວນຜົນ;
5. ຂໍ້ກຳນົດຄ່າໃຊ້ຈ່າຍແມ່ນຫຍັງ?
6. ປະເພດຂອງເລເຊີ (ເສັ້ນໄຍແສງ ຫຼື ເຄິ່ງຕົວນຳ), ພະລັງງານເທົ່າໃດ, ແລະ ຂະໜາດໂຟກັສທີ່ຕ້ອງການ; ບໍ່ວ່າຈະເປັນຫຸ່ນຍົນຮອງຮັບ ຫຼື ເຄື່ອງມືເຄື່ອງຈັກ;
7. ທ່ານຄຸ້ນເຄີຍກັບຂະບວນການເຄືອບດ້ວຍເລເຊີ ແລະ ທ່ານຕ້ອງການການສະໜັບສະໜູນດ້ານວິຊາການບໍ?
8. ມີຂໍ້ກຳນົດທີ່ແນ່ນອນກ່ຽວກັບນ້ຳໜັກຂອງຫົວເຄືອບເລເຊີບໍ (ໂດຍສະເພາະແມ່ນການໂຫຼດຂອງຫຸ່ນຍົນຄວນພິຈາລະນາເມື່ອຮອງຮັບຫຸ່ນຍົນ);
9. ເວລາສົ່ງສິນຄ້າທີ່ຕ້ອງການແມ່ນຫຍັງ?
10. ທ່ານຕ້ອງການການພິສູດ (ການພິສູດສະໜັບສະໜູນ) ບໍ?







