
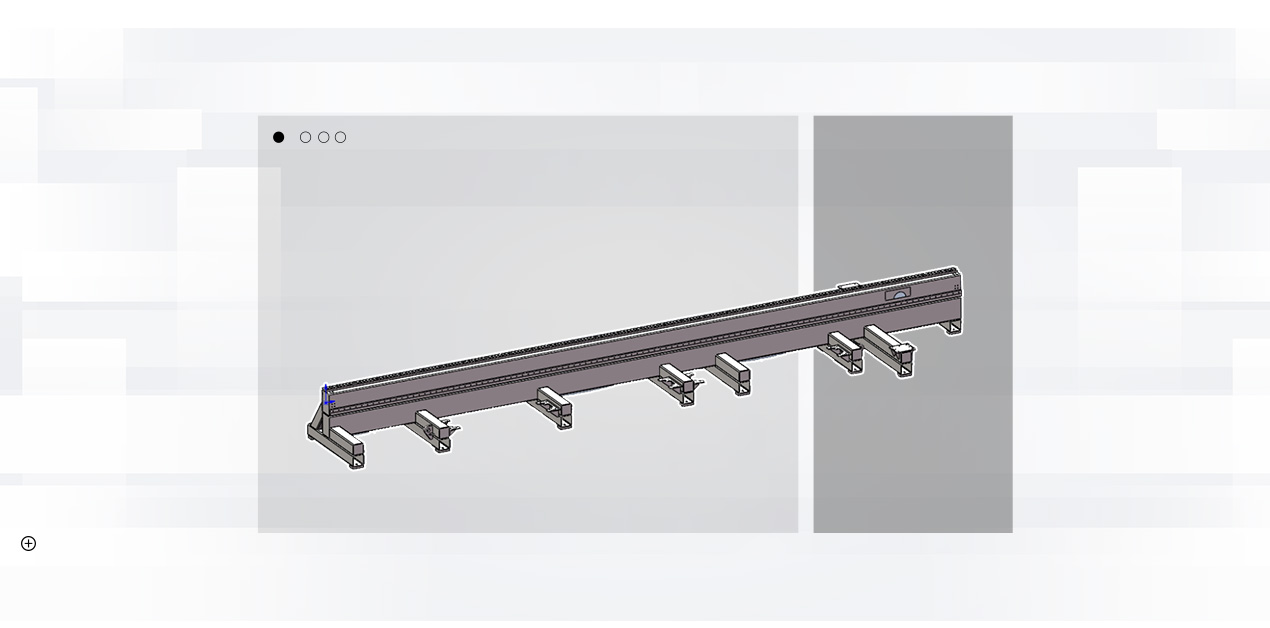
ໂຄງສ້າງຫ້ອຍຂ້າງ-ຕຽງເຊື່ອມຊິ້ນດຽວ
ຕຽງນອນໃຊ້ໂຄງສ້າງຫ້ອຍຂ້າງ ແລະ ຕຽງເຊື່ອມຊິ້ນດຽວ, ເຊິ່ງຖືກອົບແຫ້ງເພື່ອກຳຈັດຄວາມກົດດັນພາຍໃນ. ຫຼັງຈາກການເຄື່ອງຈັກຫຍາບ, ການສັ່ນສະເທືອນຈະຖືກປະຕິບັດກ່ອນທີ່ຈະສຳເລັດການເຄື່ອງຈັກ, ດັ່ງນັ້ນຈຶ່ງປັບປຸງຄວາມແຂງແກ່ນ ແລະ ຄວາມໝັ້ນຄົງຂອງເຄື່ອງມືເຄື່ອງຈັກຢ່າງຫຼວງຫຼາຍ ແລະ ຮັບປະກັນຄວາມແມ່ນຍຳຂອງເຄື່ອງມືເຄື່ອງຈັກ. ລະບົບຂັບເຄື່ອນມໍເຕີ servo AC ຖືກຄວບຄຸມໂດຍລະບົບຄວບຄຸມຕົວເລກ, ແລະ ຫົວຈັບຮັບຮູ້ການເຄື່ອນໄຫວກັບໄປໃນທິດທາງ Y ຫຼັງຈາກຂັບເຄື່ອນມໍເຕີ, ຮັບຮູ້ການເຄື່ອນໄຫວໄວ ແລະ ການເຄື່ອນໄຫວປ້ອນ. ທັງຊັ້ນແກນ Y ແລະ ລາງນຳທາງເສັ້ນຊື່ແມ່ນເຮັດດ້ວຍຜະລິດຕະພັນທີ່ມີຄວາມແມ່ນຍຳສູງ, ເຊິ່ງຮັບປະກັນຄວາມແມ່ນຍຳຂອງການສົ່ງກຳລັງຢ່າງມີປະສິດທິພາບ; ສະວິດຈຳກັດຢູ່ທັງສອງສົ້ນຂອງການເຄື່ອນທີ່ຖືກຄວບຄຸມ, ແລະ ອຸປະກອນຈຳກັດແຂງຖືກຕິດຕັ້ງໃນເວລາດຽວກັນ, ເຊິ່ງຮັບປະກັນຄວາມປອດໄພຂອງການເຄື່ອນໄຫວຂອງເຄື່ອງມືເຄື່ອງຈັກຢ່າງມີປະສິດທິພາບ; ເຄື່ອງມືເຄື່ອງຈັກມີອຸປະກອນຫລໍ່ລື່ນອັດຕະໂນມັດເພີ່ມນ້ຳມັນຫລໍ່ລື່ນໃສ່ຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່ຂອງຕຽງໃນຊ່ວງເວລາປົກກະຕິເພື່ອຮັບປະກັນວ່າຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່ເຮັດວຽກໃນສະພາບດີ, ເຊິ່ງສາມາດປັບປຸງອາຍຸການໃຊ້ງານຂອງລາງນຳທາງ, ເກຍ ແລະ ຊັ້ນວາງ.
ອຸປະກອນປ້ອນອາຫານດ້ານໜ້າ
ອຸປະກອນປ້ອນດ້ານໜ້າປະກອບມີແຜ່ນຮອງຮັບທີ່ຄວບຄຸມໂດຍກະບອກສູບອາກາດ, ເຊິ່ງຮອງຮັບທໍ່ເມື່ອທໍ່ຕັດຍາວ ແລະ ປ້ອງກັນບໍ່ໃຫ້ມັນຫຍ่อนຍານ.
ເມື່ອຕັດຊິ້ນວຽກ, ກະບອກຮອງຮັບທີ່ຍົກຂຶ້ນຈະຮອງຮັບແຜ່ນຮອງຮັບເພື່ອຮອງຮັບທໍ່ ແລະ ປ້ອງກັນບໍ່ໃຫ້ມັນຫຍ่อนຍານ. ເມື່ອຕັດຊິ້ນວຽກ, ກະບອກຮອງຮັບທີ່ຍົກຂຶ້ນທັງໝົດຈະຖືກຫົດເຂົ້າ, ແລະ ຊິ້ນວຽກຈະຕົກລົງໃສ່ແຜ່ນເປົ່າ ແລະ ເລື່ອນໄປຫາບ່ອນເກັບມ້ຽນ. ການກະທຳຂອງກະບອກຮອງຮັບຖືກຄວບຄຸມໂດຍອັດຕະໂນມັດໂດຍລະບົບ.
ສ່ວນດ້ານໜ້າຍັງແບ່ງອອກເປັນປະເພດຕິດຕາມ ແລະ ປະເພດປັບດ້ວຍມື.

ກົນໄກການສະໜັບສະໜູນ
ມີກົນໄກຮອງຮັບ 3 ຊຸດຕິດຕັ້ງຢູ່ເທິງຕຽງ, ແລະມີສອງປະເພດຄື:
1. ຕົວຮອງຮັບຕິດຕາມຖືກຄວບຄຸມໂດຍມໍເຕີ servo ເອກະລາດເພື່ອເຄື່ອນຍ້າຍຂຶ້ນແລະລົງ, ສ່ວນໃຫຍ່ແມ່ນເພື່ອປະຕິບັດການຮອງຮັບຕິດຕາມສຳລັບການຜິດຮູບຫຼາຍເກີນໄປຂອງທໍ່ຕັດຍາວ (ທໍ່ທີ່ມີເສັ້ນຜ່າສູນກາງນ້ອຍ). ເມື່ອ chuck ດ້ານຫຼັງເຄື່ອນຍ້າຍໄປຫາຕຳແໜ່ງທີ່ສອດຄ້ອງກັນ, ຕົວຮອງຮັບຊ່ວຍສາມາດຫຼຸດລົງເພື່ອຫຼີກລ່ຽງ.
2. ຕົວຮອງຮັບລໍ້ທີ່ມີເສັ້ນຜ່າສູນກາງທີ່ແຕກຕ່າງກັນຖືກຍົກ ແລະ ຫຼຸດລົງໂດຍກະບອກສູບ, ແລະ ມັນສາມາດປັບດ້ວຍຕົນເອງໃຫ້ເໝາະສົມກັບຕຳແໜ່ງຂະໜາດຕ່າງໆເພື່ອຮອງຮັບທໍ່ທີ່ມີຂະໜາດແຕກຕ່າງກັນ.
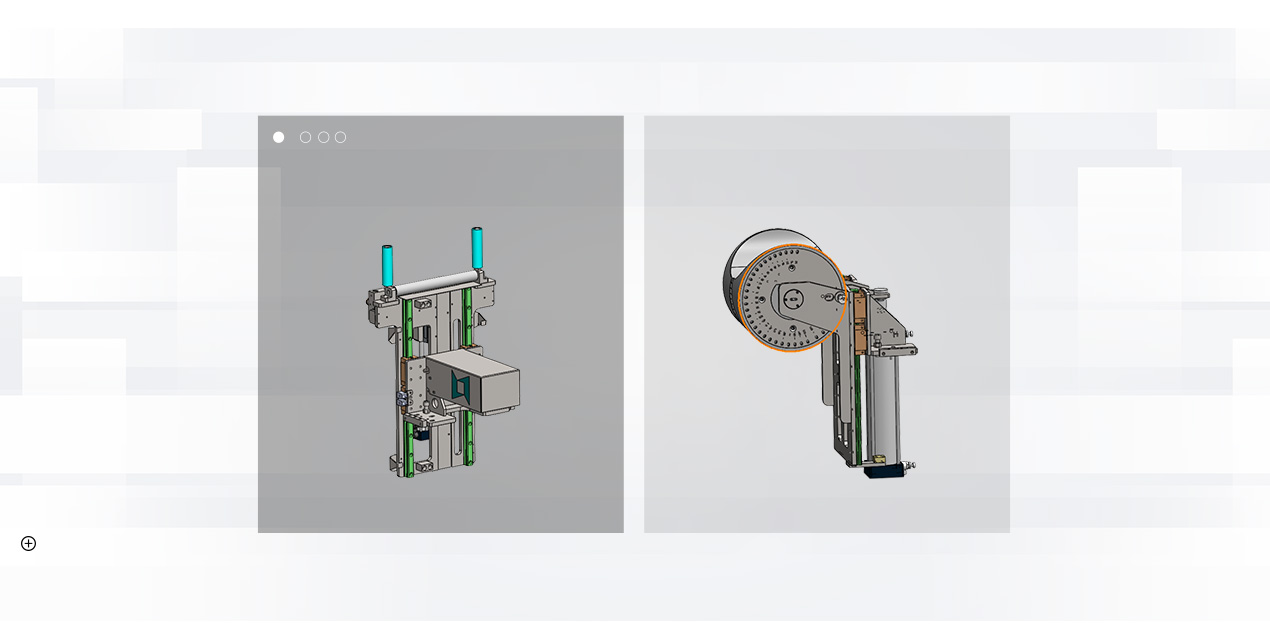
ຊິ້ນສ່ວນຂອງ Chuck
ຫົວຈັບແບ່ງອອກເປັນສອງຫົວຈັບແບບລົມເຕັມຈັງຫວະຢູ່ດ້ານໜ້າ ແລະ ດ້ານຫຼັງ, ເຊິ່ງທັງສອງສາມາດເຄື່ອນທີ່ໄດ້ໃນທິດທາງ Y. ຫົວຈັບດ້ານຫຼັງມີໜ້າທີ່ຍຶດ ແລະ ປ້ອນທໍ່, ແລະ ຫົວຈັບດ້ານໜ້າຖືກຕິດຕັ້ງຢູ່ປາຍຕຽງເພື່ອຍຶດວັດສະດຸ. ຫົວຈັບດ້ານໜ້າ ແລະ ດ້ານຫຼັງຖືກຂັບເຄື່ອນດ້ວຍມໍເຕີ servo ຕາມລຳດັບເພື່ອໃຫ້ໄດ້ການໝູນແບບ synchronous.
ພາຍໃຕ້ການໜີບຮ່ວມກັນຂອງຫົວຈັບສອງຊັ້ນ, ການຕັດຫາງສັ້ນສາມາດເຮັດໄດ້, ແລະຫາງສັ້ນຂອງປາກສາມາດບັນລຸ 20-40 ມມ, ໃນຂະນະທີ່ຮອງຮັບການຕັດຫາງສັ້ນຂອງຫາງຍາວ.
ເຄື່ອງຕັດທໍ່ຊຸດ TN ຮັບຮອງເອົາວິທີການເຄື່ອນຍ້າຍ ແລະ ຫຼີກລ່ຽງດ້ວຍຫົວຈັບ, ເຊິ່ງສາມາດຮັບຮູ້ການຕັດດ້ວຍສອງຫົວຈັບຕະຫຼອດເວລາ, ແລະ ຈະບໍ່ເຮັດໃຫ້ທໍ່ຍາວເກີນໄປ ແລະ ບໍ່ໝັ້ນຄົງ, ແລະ ຄວາມແມ່ນຍຳບໍ່ພຽງພໍ.

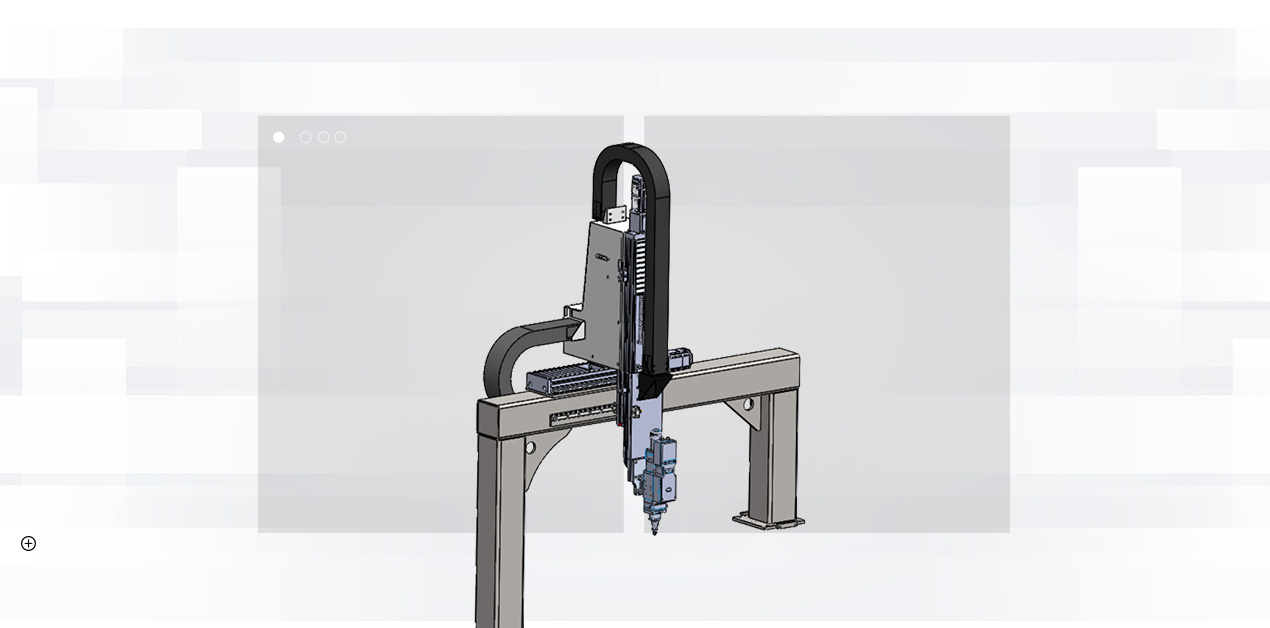
ອຸປະກອນແກນ
ຄານກາງຂອງອຸປະກອນແກນ X ຮັບຮອງເອົາໂຄງສ້າງ gantry, ເຊິ່ງຖືກເຊື່ອມໂດຍການລວມກັນຂອງທໍ່ສີ່ຫຼ່ຽມມົນແລະແຜ່ນເຫຼັກ. ອົງປະກອບ gantry ຖືກຕິດຢູ່ເທິງຕຽງ, ແລະແກນ X ຖືກຂັບເຄື່ອນໂດຍມໍເຕີ servo ເພື່ອຂັບເຄື່ອນ rack ແລະ pinion ເພື່ອເຮັດໃຫ້ການເຄື່ອນທີ່ຂອງແຜ່ນເລື່ອນໄປໃນທິດທາງ X ຮັບຮູ້. ໃນຂະບວນການເຄື່ອນໄຫວ, ສະວິດຈຳກັດຄວບຄຸມຈັງຫວະເພື່ອຈຳກັດຕຳແໜ່ງເພື່ອຮັບປະກັນຄວາມປອດໄພຂອງການເຮັດວຽກຂອງລະບົບ.
ໃນເວລາດຽວກັນ, ແກນ X/Z ມີຝາປິດອະໄວຍະວະຂອງຕົນເອງເພື່ອປົກປ້ອງໂຄງສ້າງພາຍໃນ ແລະ ບັນລຸຜົນກະທົບໃນການປົກປ້ອງ ແລະ ການກຳຈັດຝຸ່ນທີ່ດີກວ່າ.
ອຸປະກອນແກນ Z ສ່ວນໃຫຍ່ແມ່ນຮັບຮູ້ການເຄື່ອນໄຫວຂຶ້ນແລະລົງຂອງຫົວເລເຊີ.
ແກນ Z ສາມາດໃຊ້ເປັນແກນ CNC ເພື່ອປະຕິບັດການເຄື່ອນໄຫວ interpolation ຂອງມັນເອງ, ແລະໃນເວລາດຽວກັນ, ມັນສາມາດເຊື່ອມຕໍ່ກັບແກນ X ແລະ Y, ແລະຍັງສາມາດປ່ຽນໄປໃຊ້ການຄວບຄຸມຕິດຕາມເພື່ອຕອບສະໜອງຄວາມຕ້ອງການຂອງສະຖານະການຕ່າງໆ.
ຂໍ້ດີຂອງເຄື່ອງຕັດເລເຊີເສັ້ນໄຍທໍ່ໂລຫະ 62TN